
�͑���ԃ�ᾀ��
13710633718
13728005115
13710633718
13728005115



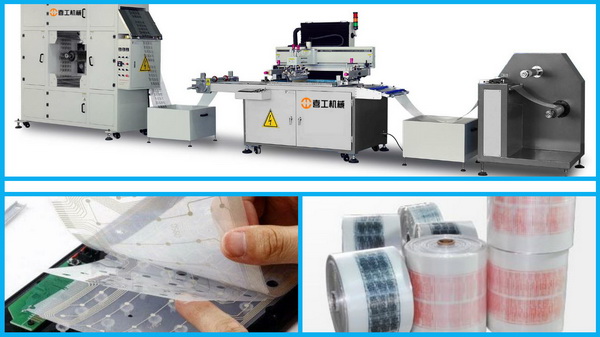
 Ԕ���f��������������fpcȫ�Ԅӽzӡ�C�ӹ�
Ԕ���f��������������fpcȫ�Ԅӽzӡ�C�ӹ�
�tˎ�˺�ӡˢ�ɫ�ļ������ǮaƷ�|���Ļ���Ҫ�����ԣ�����M�Мʴ_����ī�{�䣬��ʮ����Ҫ�ļ��g�h����������ԭɫ��׃��ԭ���������yɫɫ��(��ӡ���LJ��X���IJ���)���⣬�κ�һ�N�ɫ����������ԭɫ�IJ�ͬ��������{����ɡ�����ԭɫ��ī��������{����׃�ɽ��ƺ�ɫ����ԭɫ��ī�������{�����벻ͬ�����İ�ī��������ɸ��N��ͬɫ�{�Ĝ\��ɫī������ԭɫ��ī�����N�������{�������{��ɶ�N��ͬɫ����gɫ���ɫ������ɫ��ƫ���ڱ������ԭɫɫ�ࡣ��ɷNԭɫī�������{���{�ɞ�˜ʵ��gɫ;�ɷNԭɫī����ͬ��������{�����ɶ�N��ͬɫ����gɫ������ɫ��څ���ڱ������ԭɫɫ�ࡣ
īɫ���W�c׃�Ρ�ӡˢƷ����Ӱ�Ȏ����P���W�c�Ŀ��ơ��ʲ�ɫ�A�{�z�Wӡˢ�мӾW����Ҳ���ܵ��@Щ����Ӱ����ƣ��^ȥ�zӡ�o�D��ӾW����һ���175�����z�Wӡˢ���zӡ�����y�Կ��ƣ������õ�120����һ�㶼��80��100֮�g���ܶ��r��äĿ�ļӴ�W�c�����͕����¾W�c�ď����|���]����߷����½����W�c������ͬ�ľW�c����Ҏ�ɣ��ھW�c�ٷֱ���ͬ����r�£��W�c����ֵ��ͬ���W�c����Խ�ߣ��t�W�c������ҲԽ�F���S֮���������ͼӾW���g������2400dpi��ݔ���ֱ������F300lpi�������ߵļӾW������

PS��W�c����:Ҫ��Q�@һ���}��Ҫ���zƬ�ϙz�顣����õ��zƬ�ϵľW�cҪ�����ĺڶȣ�Ҫ�ѕ��Ƭ�ϵľW�c�Y���D��ӡ���ϣ��Q���������w�IJ��֣��W�c��ͨ�^����������ӡ��й�Ӹй⡣��tӡ���ϵľW�c�Ͳ����Ԍ���ӡˢ�r�W�c�������W�c��̓���҂�֪���^�������ľW�c����ƽ�浽�ڶȺܸߵĸ���֮�g�^�ɺܶ�����ͻ׃�ɵģ��W�c��߅�،��H���Ǵ��������ġ���̓�ľW�c�c֮�෴���ڶ�����߅���_ʼ��������ġ����ԾW�c�a��һ���Aб�Ȼ���С��߅�ء�ӡ���ϕ�̓�W�c�����������ܲ�����������ɫ��ƫ����������Կ���ӡ���ϰl����С�c�ӁGʧ���F��Ҫ��Q�@һ���}�����ǰ���zƬҪ�M�Ї���z�飬�W�cҪ�����ĺڶȺ���������߅�ء�
ī�Ӻ����w�Џ����|���S�����zӡ��ӡ��ī�Ӻ�Ȟ�5�ף���ӡ��12�����ң����棨������ӡˢ��ī�Ӻ�Ȟ�10�ף����z�Wӡˢ��ī�Ӻ���h�h���^������ī�ӵĺ�ȡ�һ����_30�����ҡ����Tӡ���·���õĺ�z�Wӡˢ��ī�ӿ���1000�ס��ðl����īӡ��ä���c�֣��l�ݺ�ī�ӿ��_300�ס��z�Wӡˢī�Ӻ�ӡˢƷ�|���S�������w�Џ����@������ӡˢ����������ȵġ��z�Wӡˢ���H����ӡˢ��߀�����M����ɫ�ͼӾW��ɫӡˢ��

�°�(���W):�����ӡˢ�^���У�ӡˢ����ī�D���ʲ����p��;�ڵڶ���ӡˢ�r�����ڰ��е���ī�o���ܽ⡣�a��ԭ����ī�Ƀ�̫��;�ھW��̫С����ī�������D��;�۾W�Ӄȱڲ��❍�ơ�����M��ʩ���ٸ߾W�����õ;W�����;�ڜ\�W�W�ɼӴ�;�����t��僣����C�W�Ӄȱڹ❍��ӡˢ��Q�������ٓQ�����͵��܄�;�����ӡˢ�ٶ�;�۽�����īճ��;��ÿ��ӡˢ��Ѹ�ٌ���݁��ϴ�Ƀ�;�ݙz�鴵�L�C�Ƿ��L�����˰�݁�ϡ�



 ȫ�Ԅӽz�Wӡˢ�C�S�� ������� @2016-2029[
ȫ�Ԅӽz�Wӡˢ�C�S�� ������� @2016-2029[